Do you need a Scheduler?
Like many manufacturing companies, you’d love to be able to achieve all your delivery dates either on-time or early. But juggling multiple resources and dozens – if not hundreds – of jobs at the same time with machine down-time and changing priorities can make delivering all jobs on-time in full virtually impossible. So, you’re probably asking yourself the question: could I Improve OTIF Performance with a Scheduler.
The spreadsheets approach
Following a manual system, Spreadsheets are often the go-to first option for Production Planners. They are great for many reasons, but might not be the best. Firstly, you already have the tool, it’s flexible and easy to use, and you can plan a somewhat visual representation of your weekly production plan. It might be a little complicated, but that’s ok, because there’s only you that uses it, right?
Many Production Planners will attempt to use complex spreadsheets to manage jobs as they flow through the workshop. You might prepare the machine loading and priorities at the start of the week with the best of intentions, but within the first few hours the chances are that a re-plan is required. Whether you had an urgent job come in, raw materials that you expected have not been delivered, or one of your machines malfunctions, it can disrupt your plans. Any of these things can happen, but suddenly your well-structured plan is in disarray. Also, if it’s built on spreadsheets, that’s a lot of manual work to correct it.
Additionally, you need seamless communication between the shop floor and the Production Planner. For example, if your Production Planner isn’t up to date with the latest changes on the shop floor: Did operations start and finish on-time? Was there a pause and why? Were all the parts completed? How can they know how to adjust the schedule? If an emergent issue occurs, you need to be agile and react to changes as they occur, otherwise your plan is out-of-date immediately.
In summary, achieving this seamless communication can be difficult. However, if you have a small team, it is possible to operate like this for a while – and many companies do.
A worked example
Furthermore, let’s look at a typical routing in an engineering workshop, it could be:
Job No: 680: No. of parts: 300
| Work Centre | Setting Time HH:MM | Cycle Time | Total Time HH:MM |
|---|---|---|---|
| Issue material | 0:15 | 0:00 | 0:15 |
| Cut to size | 0:30 | 0:01 | 5:30 |
| CNC mil | 1:05 | 0:06 | 31:05 |
| Inspect | 0:30 | 0:00 | 0:30 |
| CNC turn | 0:45 | 0:04 | 20:45 |
| Subcon heat treatment | 7 days offsite | ||
| Inspect | 0:30 | 0:00 | 0:30 |
| Pack & despatch | 1:00 | 1:00 | 1:00 |
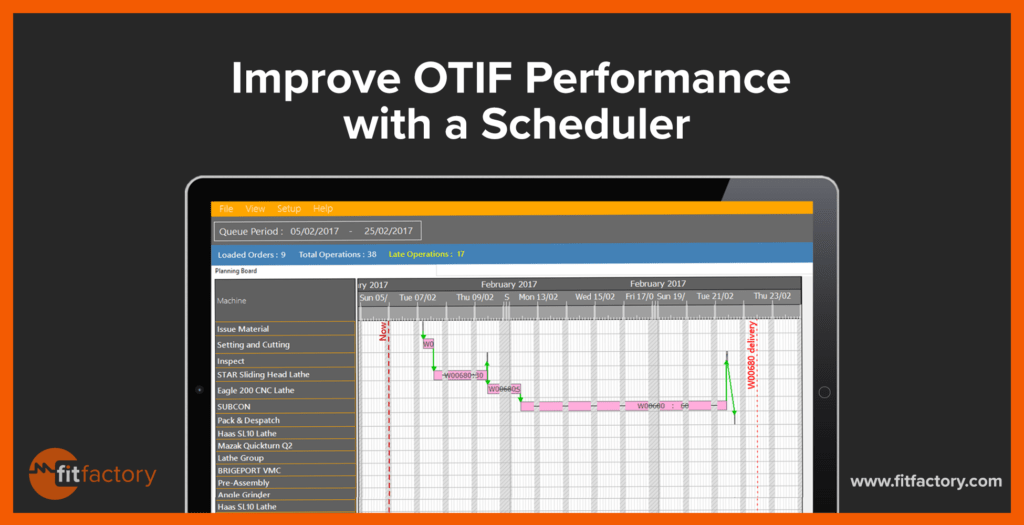
The workflow for a routing could be like this:

This leaves a buffer of just one day before the requested delivery date. So, what could be done to increase the buffer period? Could the sub-contract heat treatment operation be done in less than seven days? Could we overlap operations? If so, what impact would that have?
Above all, this is a simple routing that is throwing up complex issues that are extremely difficult to resolve using just a spreadsheet – it’s very much “finger in the air”. And this just shows one job! What if another job on the Lathe runs late? If I make changes, what will be the impact on other jobs?
In conclusion, with dozens of work centres and many jobs being processed each month, maintaining control of a manual schedule becomes a very daunting task!
How can a Scheduler help?
However, a Scheduler or Planning system can make the job a lot easier. When we look at the visual representation above, even this makes it clearer to see that there is a very small buffer period that could easily be eroded.
Furthermore, a planning tool can make it easier to resolve those complex issues through the following methods:
Machine groups
Many engineering companies have multiple machines that can perform the same task. Can you group your similar machines and then later decide which machine it will run on? Could you split a single job over multiple machines and maintain traceability? If your machine group can process many of the same jobs, but if a part is of a certain size then only one of the machines can do it can that machine be selected automatically or does the planner need to know before assigning the job?
A Scheduler isn’t a magic pill
All this is not to say that a scheduler will magically solve your problems. You still need to right people and processes in place so that a scheduler compliment and improve your existing setup.
It’s important to note the following situations:
- No scheduling/planning system will be effective without process adherence.
- If operation setting & cycle times are either not set or set inaccurately, the system won’t work.
- Operators need to logon and logoff operations and communicate with the scheduler, otherwise the system will not work.
- If delivery/target completion dates are not realistic, the system won’t work.
- The capacity/shift patterns need to be set correctly in advance as the scheduler will use this to plan against capacity
So these aspects need to be in place with robust processes before getting a scheduler.
Can a Scheduler improve your OTIF performance?
If you’re looking to improve your on-time in-full performance and you have the right people and processes in place, then a scheduler could be the perfect piece to help you drive improvements.
At Fitfactory, we offer Europe’s leading Scheduler that form part of our Fit for Manufacturing solution which provides real-time updates, what-if analysis, and automated scheduling that is visible throughout your business.
The Scheduler has helped our customers improve on-time delivery and customer retention, leading to winning new work and new customers.
For help with achieving your delivery targets, our team are happy to help. Please contact us.